{kind=link}
The Lordstown Assembly plant in Lordstown, Ohio, was revised and updated by General Motors at a cost of $75 million to produce the Chevrolet Vega. When completed, Lordstown was the world's most automated auto plant. Approximately 95 percent of each Vega body's 3900 welds were carried out automatically by industrial robots called Unimates. Engine and rear axle assemblies positioned by hydraulic lifts with bodies overhead were synchronized to move along the line at 30 feet per minute. Sub-assembly areas, conveyor belts and quality control were all computer directed.
100 Cars an hour

{kind=link}
Building Chevrolet Vegas at Lordstown Assembly
{kind=link}
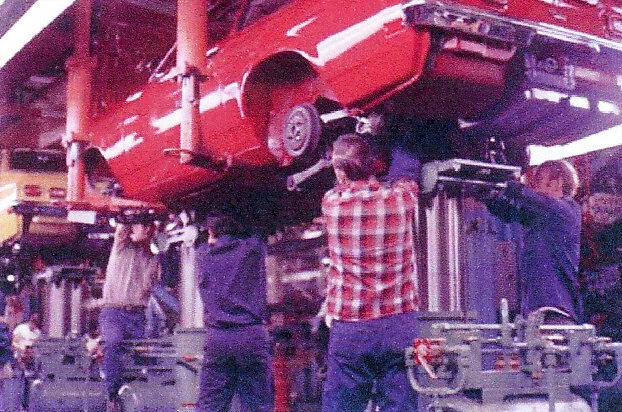
Lordstown workers lift sub-assemblies into Vega body
Vega production at Lordstown was projected at 100 cars an hour from the beginning: one vehicle every 36 seconds. This was nearly twice the normal volume and by far was the fastest rate in the world. Most GM auto plants turned cars out at the rate of 55 an hour. The Vega was designed from scratch for the fast rate of assembly with a modular body (50% less body parts than a full-size Chevrolet), robotic welding and a new paint formulation. Within months Lordstown was producing 73.5 Vegas an hour. The Lordstown worker had only 36 seconds to do his job instead of the normal minute. With 25 percent more line workers than needed, the speed of assembly did not bother most workers at first, organizing themselves into groups of three, so the fourth could rest while the others worked. The Vegas that came off the line in those early months were well built. They still had mechanical flaws but the quality of assembly — things like fit-and-finish — was not a problem. The car was good, so good, in fact, and so well received that it earned Motor Trend's Car of the Year award for 1971. Then in October 1971, General Motors ordered Chevrolet and Fisher Body to turn over Lordstown to the General Motors Assembly Division (GMAD). One of its missions was to cut costs and it did this by letting go that fourth "extra" worker and the line speed didn't slow. GMAD ran a much tighter ship and discipline became more rigorous. The United Auto Workers (UAW) claimed that 800 workers were laid off at Lordstown within the first year of GMAD's arrival. The division put the figure at 370. Feelings got worse with management accusing workers of intentionally slowing the line and sabotaging cars by leaving parts off and doing shoddy work. The workers countered that GMAD sped up the line and cut staffing. Whatever the truth, quality did suffer and In March 1972, the plant's 7,700 workers called a wildcat strike that lasted a month and cost GM 150 million dollars. Vega production jumped by well more than 100,000 units for 1972, but would have been even more robust without the contentious strike. 1975 was a "rolling model change" at 100 cars per hour with no downtime.
New paint chemistry
As initial production ramped up to the goal of 100 vehicles per hour, a major problem developed in the paint shop. At 85 units per hour, the incidence of deficient paint application had risen to where nearly 100% of the units required repair. They simply could not lay the paint on fast enough with conventional pressures and tips, and when they increased pressures and opened up tips, they got runs and sags everywhere. Fisher Body had no effective means to reach full production targets, so they called DuPont (lacquer paint supplier); using two mobile paint laboratories, they developed a new paint chemistry and application specifics over a weekend — Non-Aqueous Dispersion Lacquer (NAD). There were production paint colors to that new formulation within a week, which enabled them to continue the production ramp-up successfully to 106 per hour in the paint shop. John Hinkley, GMAD-Lordstown Coordinator said: "Masking, painting, and demasking the GT's optional sport stripes was something to see at 106 per hour."
Wood-grain film
After two years of production a wood-grain option for the wagon, the Vega Kammback Estate was released in January 1973. Nobody at Lordstown had applied wood-grain film to a car since the Caprice wagon in 1969, and it was nearly impossible to apply to the Vega body contours at 100 bodies per hour without wrinkles and tremendous scrap of the material. Wood-grain was pulled from the production schedule, and they called in an expert from Schlegel, the wood-grain film supplier, to refresh everyone's skills and show them how to do it at their high line rate. He set up shop in the company car garage, and trained a team of twelve people – six from each shift – on three wagons they sent through the system on purpose without the film installed. Everyone picked up the techniques, and they put wood-grain back in the schedule the next day and ran with no problems.


{kind=link}
Lordstown Assembly, Vega Final Line
Build sheets
The normal Chevrolet Broadcast Sheet ( "Build Sheet") was an 8½" × 11" printed form, with many boxes for part numbers and/or broadcast codes for both body trim and chassis operations. It became obvious that they couldn’t use the standard Chevrolet sheet, as they were printed in about 30 locations throughout the plant on teletype printers and it wasn’t possible for the printers to print the standard-length broadcast sheet at 106 per hour. About 80 per hour was the best they could do. (None of the other plants had ever run at more than 65 per hour). There was no help from the printer manufacturer, so John Hinkley, plant coordinator, arbitrarily cut the length of the sheet in half, condensed the codes, and created a body broadcast for trim and final operations and a chassis broadcast for chassis and engine line operations; this was the only way the printers could keep up with production. The front end of a Vega on the final line looked like it was "papered" with sheets – it took twice as many broadcast sheets per car as at any other plant and about 600 of them per hour filled up in the trash cans at the end of the line.